Avant et apres : Découvrez nos réalisations à travers ces images illustrant l’état des pièces avant et après notre intervention. Grâce à nos procédés de réparation avancés, nous redonnons aux composants leurs performances d’origine, prolongeant ainsi leur durée de vie et leur fiabilité.
Restauration des portés de roulement par projection thermique Arc Electrique
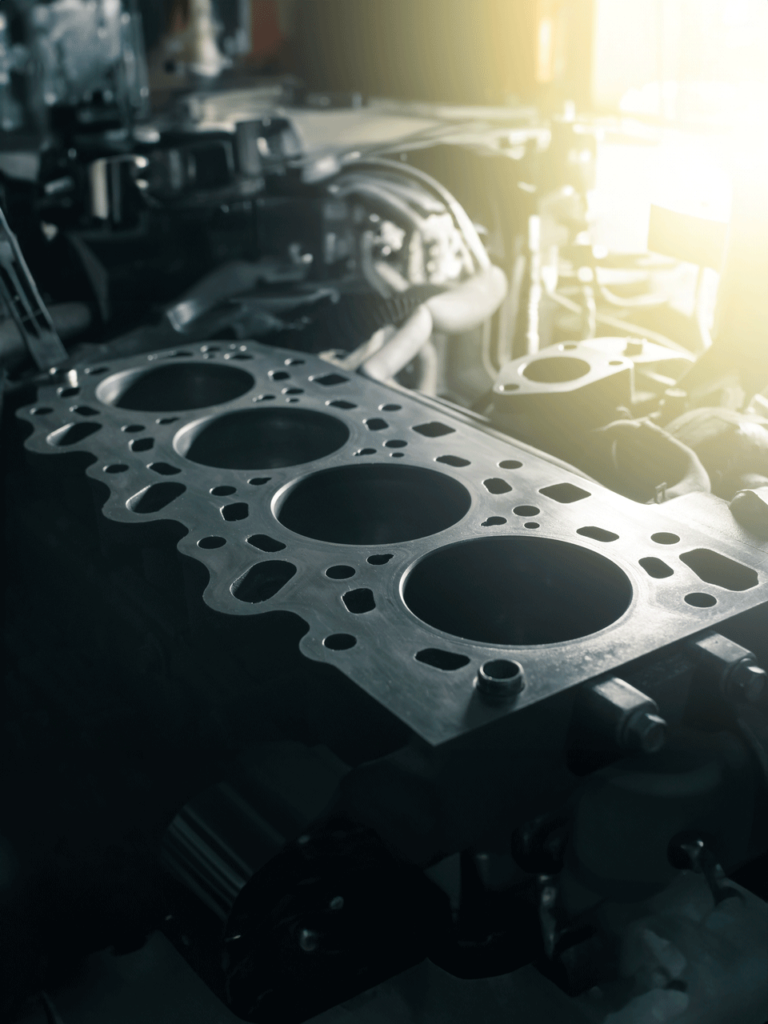
Bloc Moteur
Restauration des plans de joints des bloc moteur 16 cylindres en V par projection thermique.
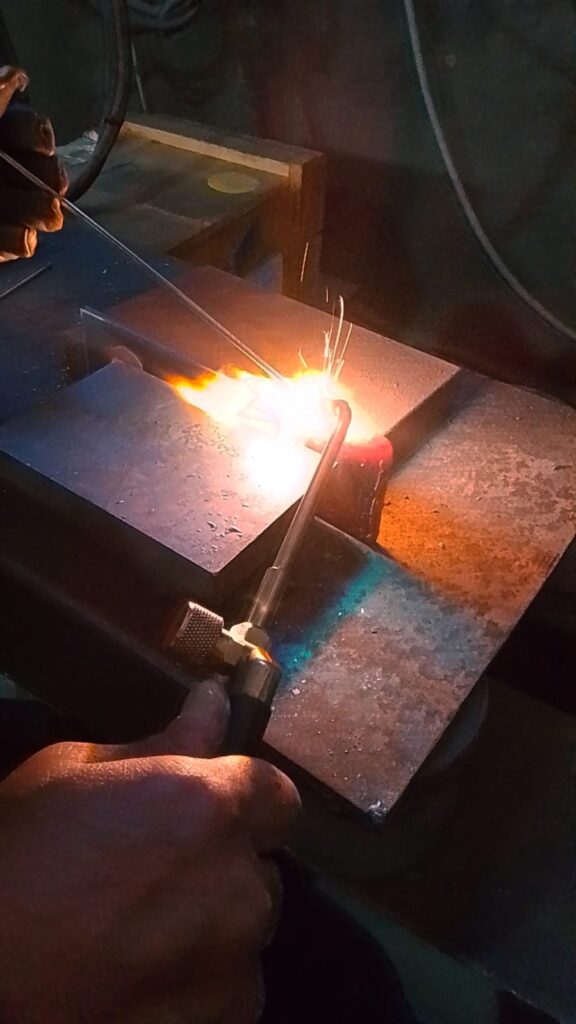
Rechargement par brasage de marteaux de broyeur
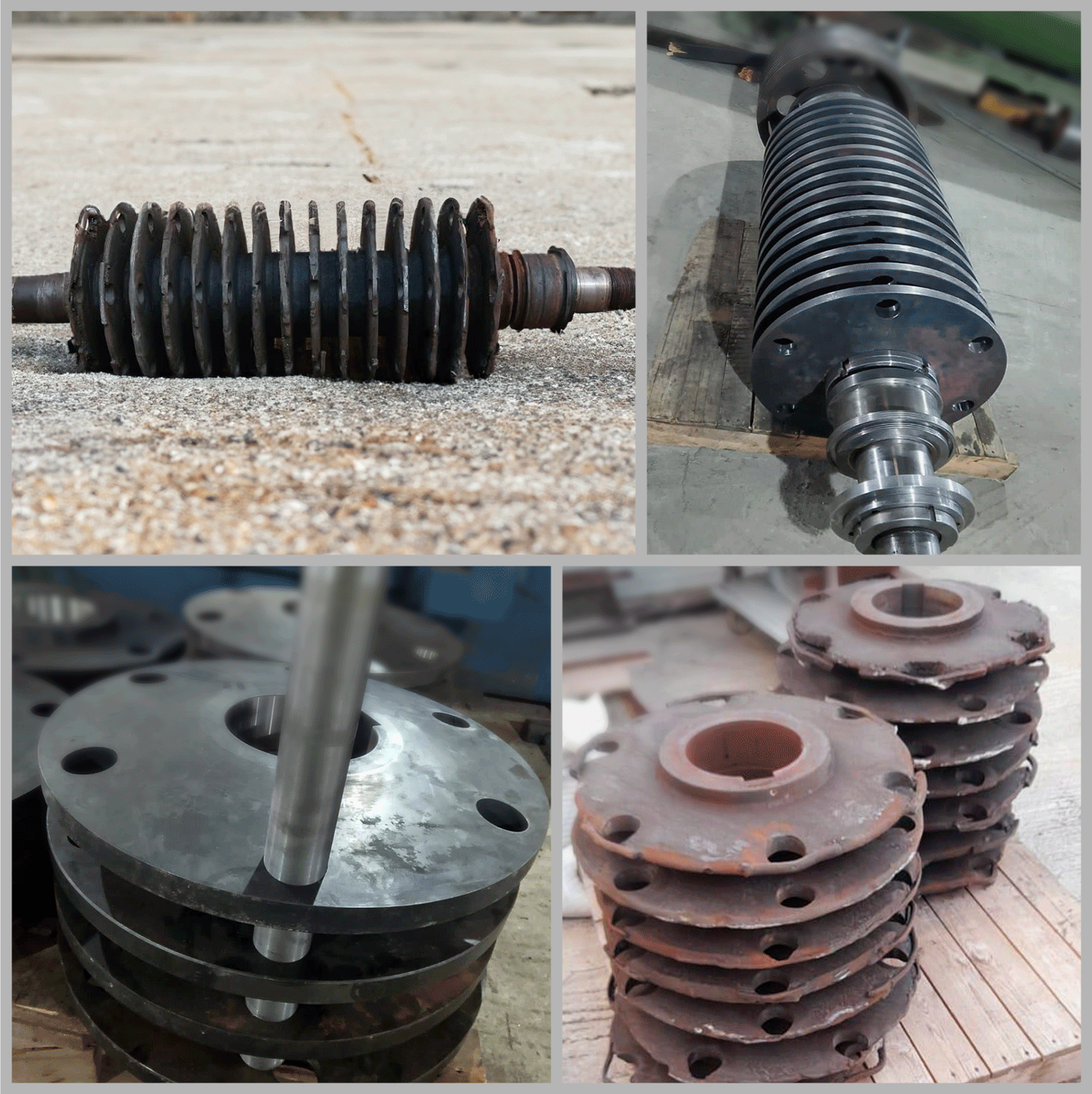
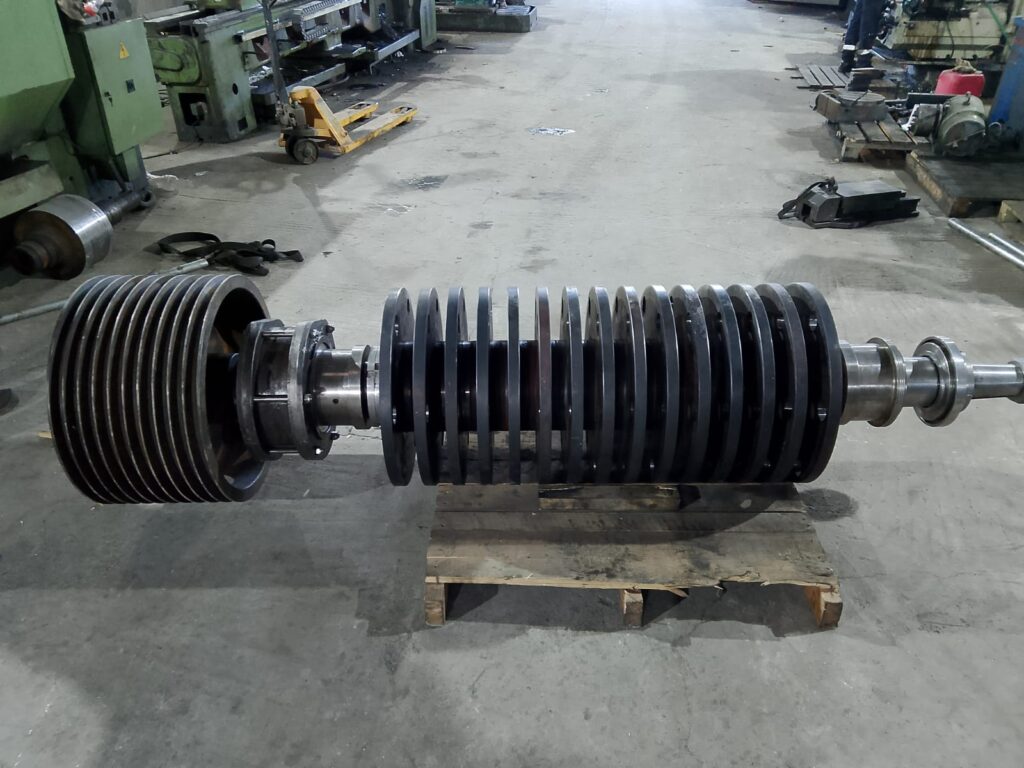
Fabrication d'un axe de broyeur avec disque pour secteur d'extraction de cobalt
Avant
Après
Broyeur mines 1
Broyeur mines 2
Rechargement d'une helice de bateau par soudage bronze
Rechargement par soudage en arc submerged d'un cylindre de sidérurgie
Réparation 1
Rechargement par soudage rouleaux coulé continue Segment 1. Le choix de la matière de rechargement est l’élément déterminant pour une qualité de revêtement qui résiste aux conditions de fonctionnement extrême.
Réparation 2
Rechargement de la portée de roulement des paliers.
Avantage : Rechargement par métallisation
qui est un traitement à froid ce qui ne provoque
aucune déformation au niveau de la structure
de la pièce mécanique de fonte.
Réparation 3
Rechargement par projection thermique d'un cylindre de laminoir
Avant
Rouleau présentant une usure avancée avec perte de matière et détérioration de la surface, impactant la performance et la durée de vie de l’équipement.
Après
Rechargement par métallisation effectué, restauration de la portée de roulement avec un revêtement haute performance assurant une résistance accrue à l’usure et à la corrosion.
Finition
Usinage et polissage final pour garantir une géométrie précise et une surface optimisée, répondant aux exigences de tolérance et de fonctionnement industriel.
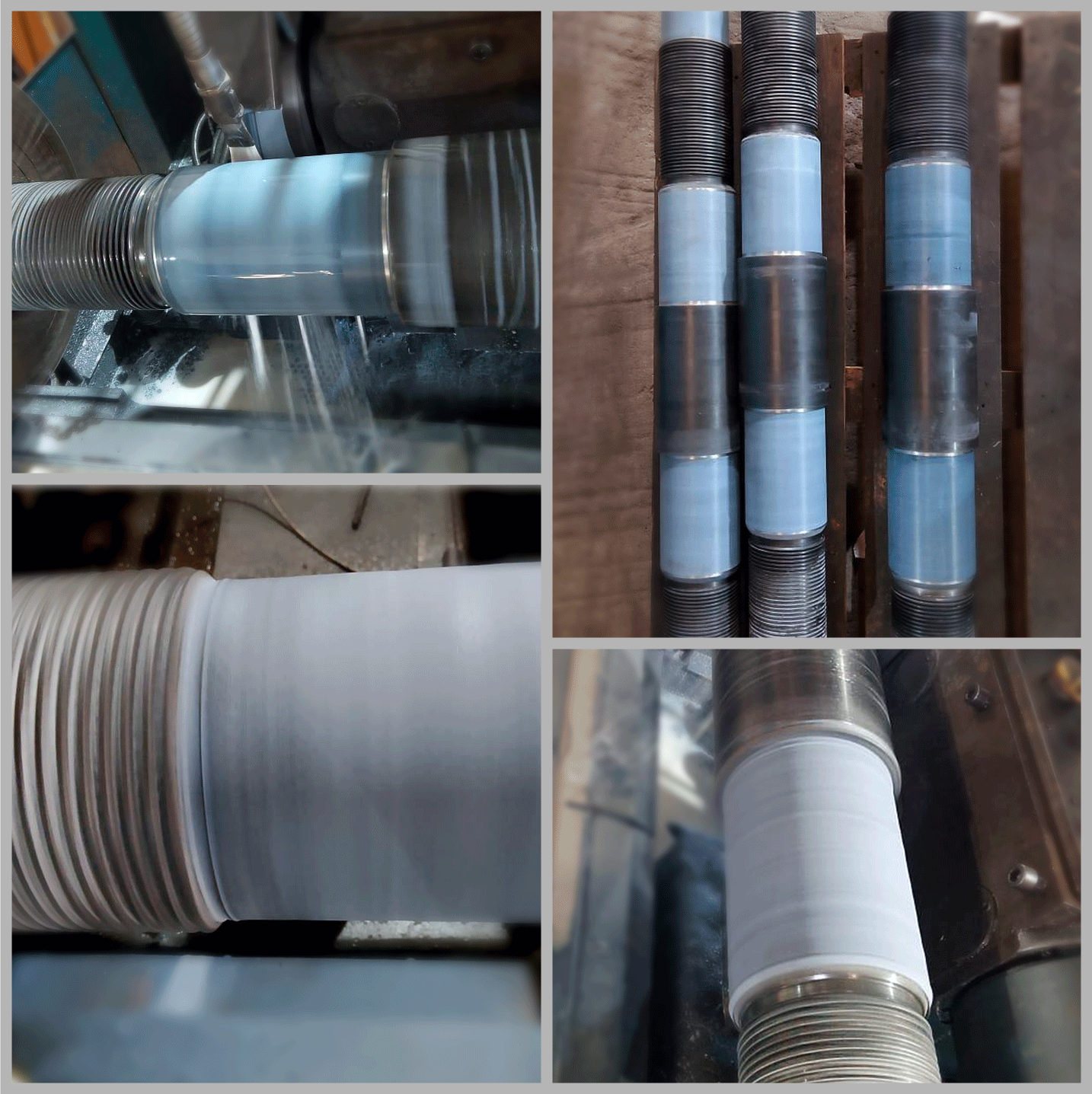
Réparation d'une empoise par projection thermique
Avant
La pièce présente une usure importante au niveau de la portée de roulement, avec des zones endommagées et des irrégularités de surface. Ces défauts compromettent le bon fonctionnement du composant et nécessitent une remise en état par rechargement.
Après
Grâce à la projection thermique, la portée de roulement a été rechargée avec un revêtement métallique adapté, offrant une surface homogène et restaurée. Ce traitement permet d’améliorer la résistance à l’usure et d’assurer une meilleure longévité de la pièce dans son environnement d’utilisation.
Finition
Après le rechargement par projection thermique, la pièce a été usinée avec précision pour retrouver ses cotes d’origine. La finition permet d’assurer une surface lisse et fonctionnelle, garantissant un ajustement optimal et une performance améliorée en conditions d’exploitation.
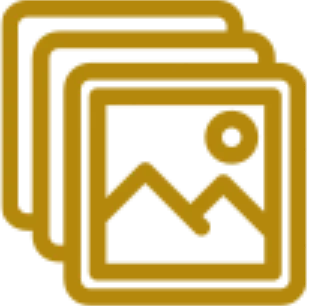
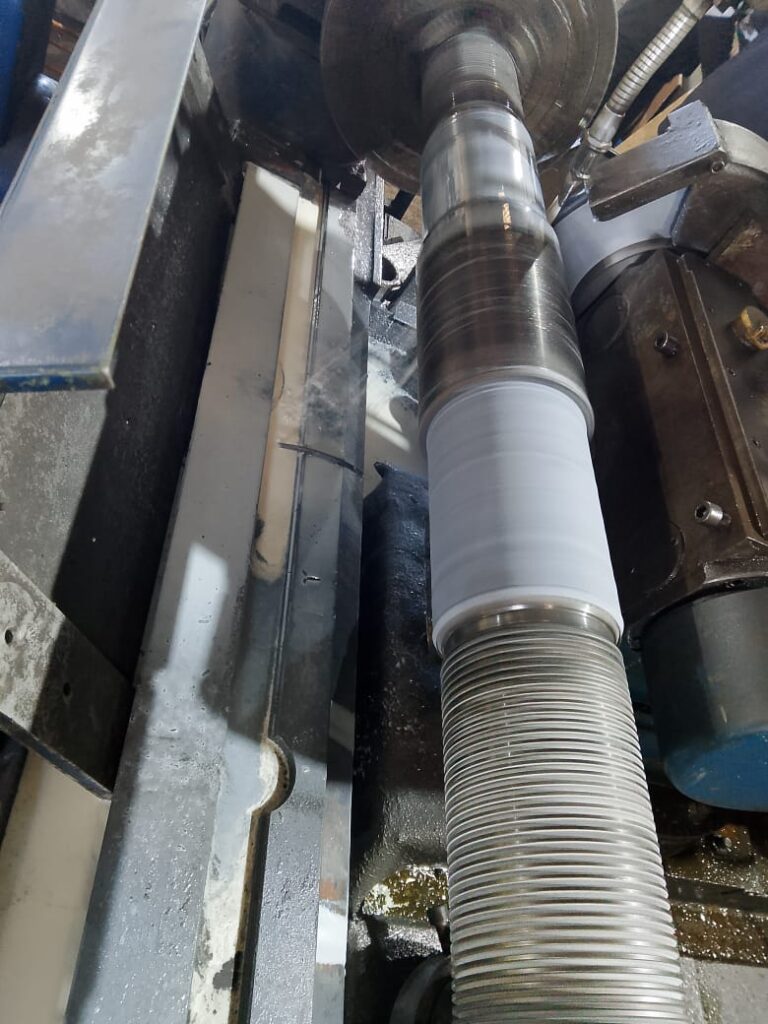
Réparation d’une vis passante par projection thermique céramique
Vis passante 1
Rechargement par projection thermique visant à restaurer les dimensions et les caractéristiques de surface de la vis passante. Ce procédé permet de corriger l’usure et d’améliorer la résistance à l’abrasion et à la corrosion, assurant ainsi une meilleure durée de vie en service.
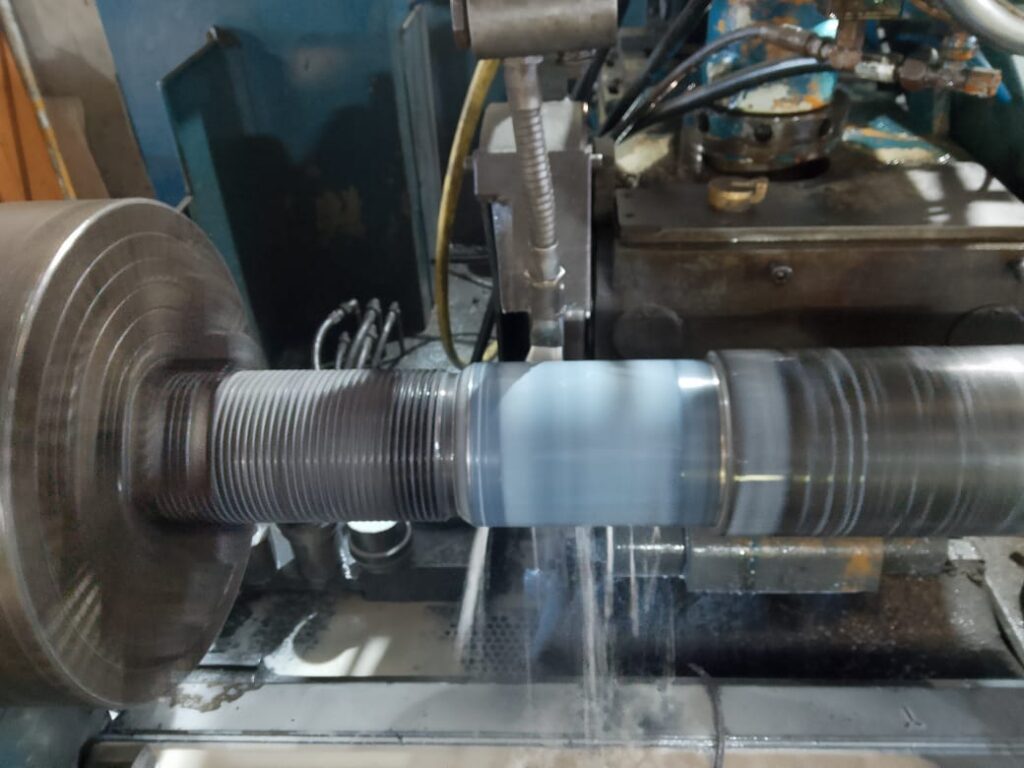
Vis passante 2
Traitement de surface par projection thermique afin de reconstituer la portée de roulement de la vis passante. Cette opération améliore la tenue.
Vis passante 3
Rechargement par métallisation afin de restaurer les tolérances dimensionnelles et la résistance aux sollicitations mécaniques de la vis passante. Le revêtement appliqué confère une protection accrue contre l’usure et les agressions chimiques.
Avantages de la réparation par projection thermique
✅ Restauration des dimensions et des tolérances d’origine
✅ Amélioration de la résistance à l’usure, à la corrosion et aux chocs
✅ Optimisation des performances mécaniques et de la durée de vie des composants
✅ Solution économique et écologique en évitant le remplacement complet des pièces
Reconditionnement par projection thermique d'étain d'un coussinet de rotor pour pompe de transfert de fluide
Avant rechargement
Rechargement par métallisation et usinage aux cotes d’origine d’un coussinet à l’étain pour l’antifriction.
Usinage
Rechargement par métallisation et usinage aux cotes d’origine des chemises de pompe pour le transfert de liquide abrasif.
Rechargement 1
Application d’un revêtement par projection thermique pour restaurer les dimensions d’origine du coussinet. Ce procédé améliore la résistance à l’usure et assure une meilleure performance en conditions de frottement.
Rechargement 2
Après le rechargement par métallisation, une phase de finition est réalisée pour garantir les tolérances requises et assurer une parfaite adéquation avec les pièces adjacentes. Un contrôle qualité rigoureux est effectué pour valider la conformité du traitement.
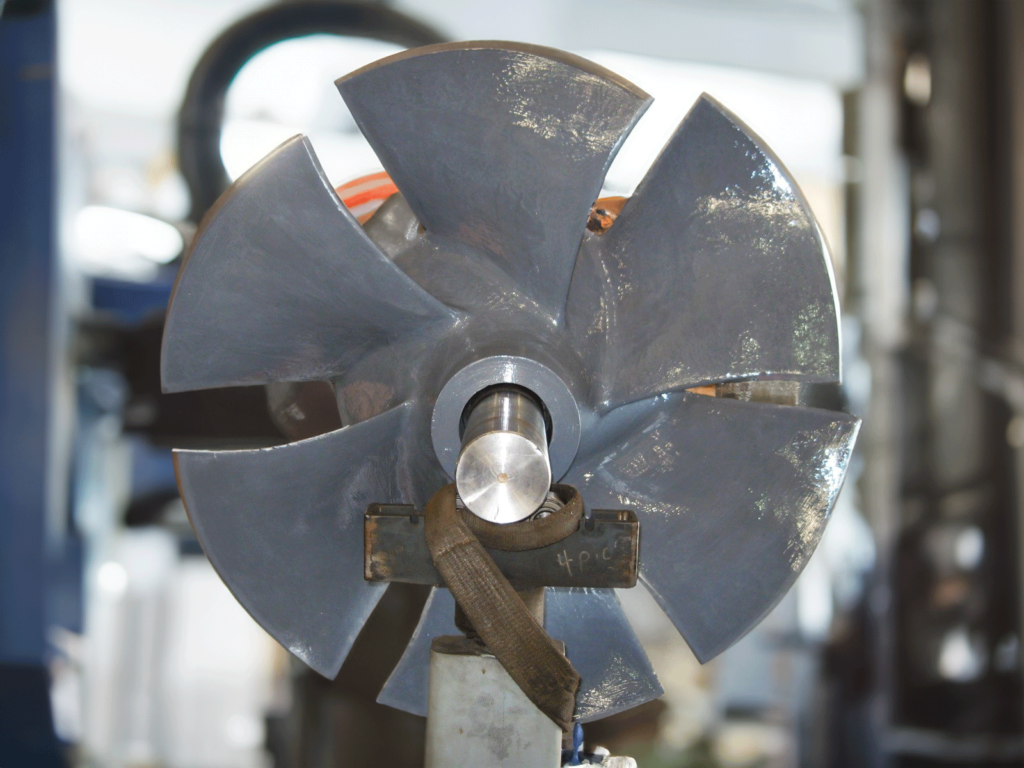
Application d'une couche de belzona sur une turbine de transfert de liquide
Réparation 1
Rechargement par métallisation et usinage aux cotes d’origine d’un coussinet à l’étain pour l’antifriction
Réparation 2
Rechargement par métallisation et usinage aux cotes d’origine des chemises de pompe pour le transfert de liquide abrasif